
CNC Tolerance Guide: Do You Really Need ±0.005 mm?
ISO 2768 tolerance grades explained, cost multipliers per tolerance band, fit relationships and the 7 most common over-spec mistakes engineers make on CNC drawings.
ISO 2768 tolerance grades explained, cost multipliers per tolerance band, fit relationships and the 7 most common over-spec mistakes engineers make on CNC drawings.

Seven proven CNC design rules that cut machining cost 30-50% — pocket geometry, internal radii, wall thickness, hole standardization, tolerance, fixturing, surface finish.

Minimum bend radius rules, K-factor explained, material multiplier table for aluminum, steel and stainless. 6 design rules and a self-check that saves $5K+ per project.
12 critical DFM rules every engineer should check before cutting steel: wall thickness, draft, ribs, gates, weld lines, ejection. Save 30-50% on tool revisions and scrap.
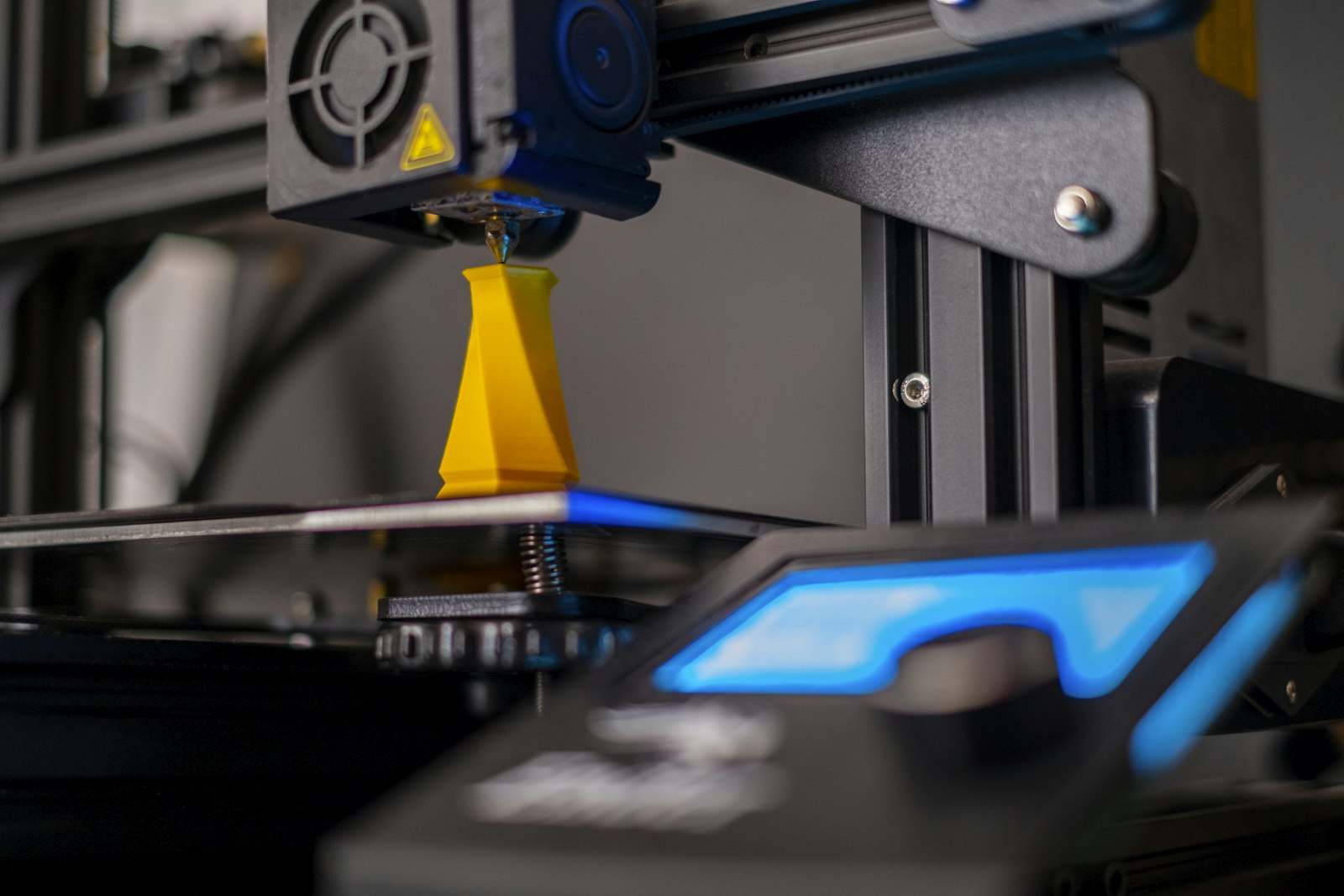
SLA, SLS and MJF produce drastically different parts. Compare principle, materials, accuracy, strength, surface finish and cost — with 5 part-type recommendations and a decision flowchart.
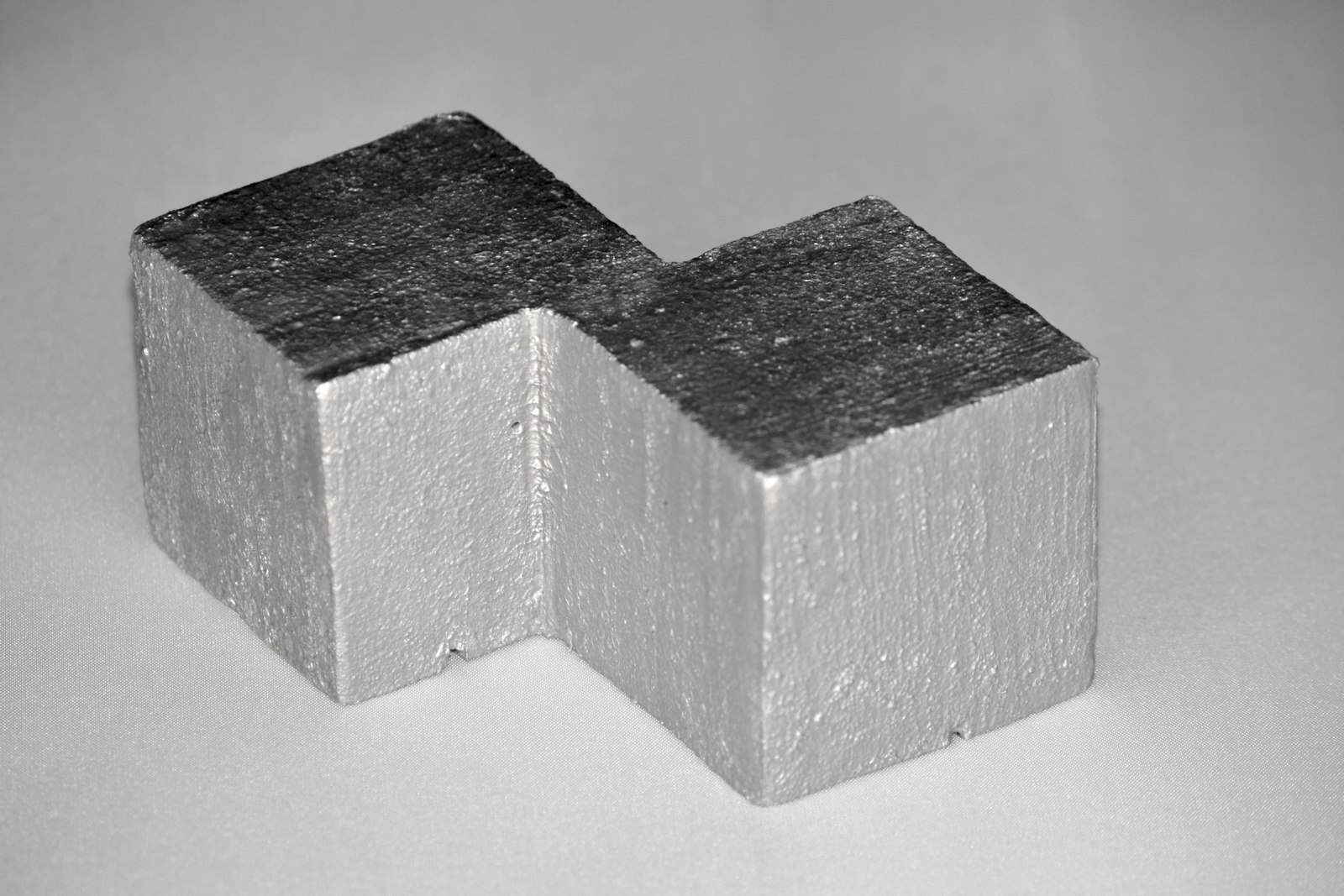
7075 is roughly 2× the cost of 6061 and 85% stronger. We unpack the chemistry, mechanical data, weldability, anodizing and corrosion tradeoffs so you spec the right alloy without overpaying or under-engineering.

5-axis CNC is roughly 2× the hourly rate of 3-axis but can hit 0.3-0.5× the cycle time on a complex part. We break down the geometric, economic and quality factors that decide whether the upgrade pays back — with five worked scenarios and a one-line decision rule.

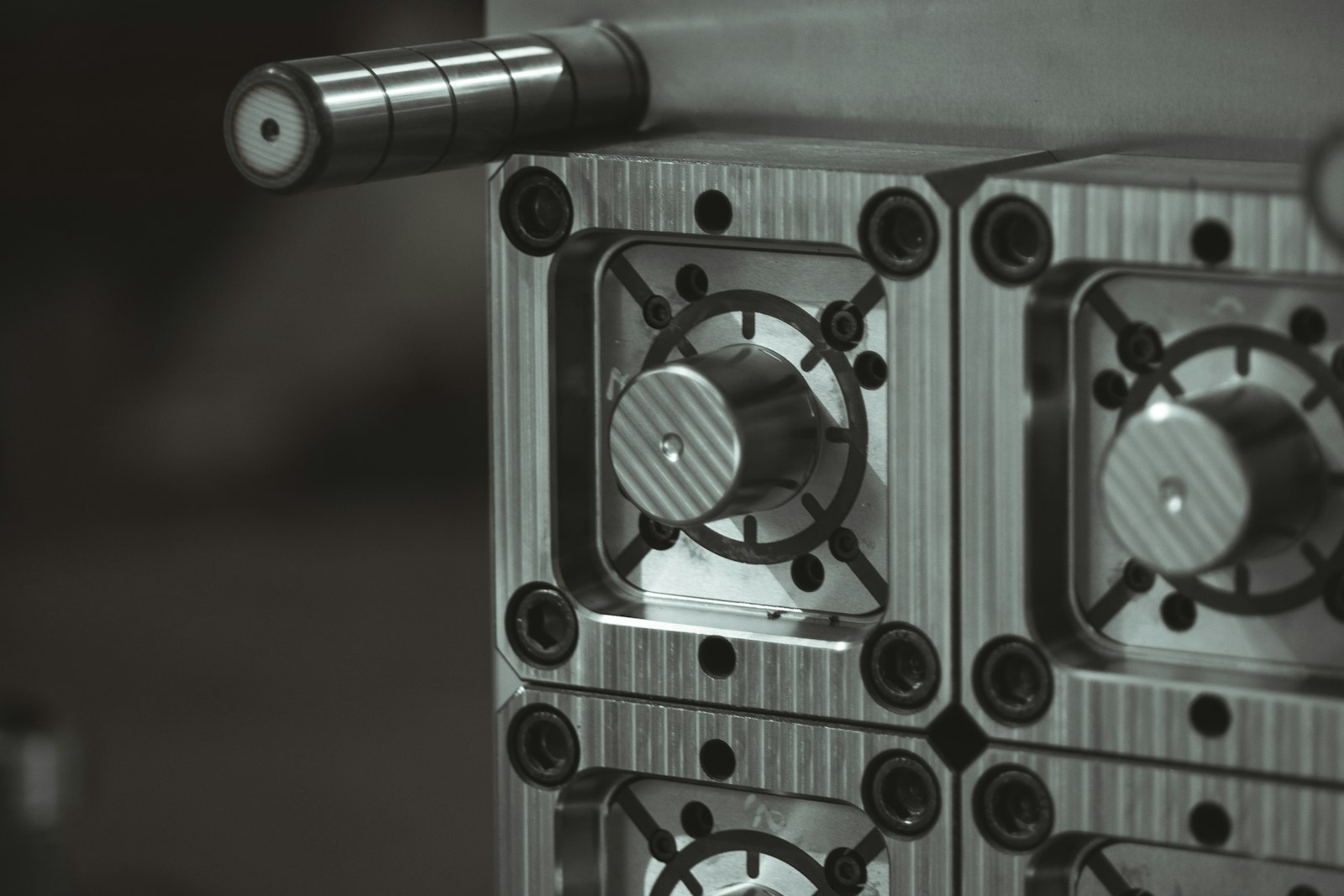
Both are injection molding, but soft tooling costs ¥30,000 while hard tooling costs ¥300,000 — an order of magnitude difference. This article uses real data to tell you how volume, complexity, material, and lifespan determine which to choose, with 3 real customer cases and 5 common misconceptions.